

Model :
AE-88E6
- Clamping and Std. spring pull force : 100 kgs
- Maximum allowable current : 120A
- W/O blowing holes for surface cleaning
- W/O center oiling function
- Repeat positioning accuracy : 2µm
- Air pressure clamping force : 300kgs
- Min. Air pressure : 6kg/cm²
- Weight : 3.0kgs
- Material : SUS440, 60 HRC
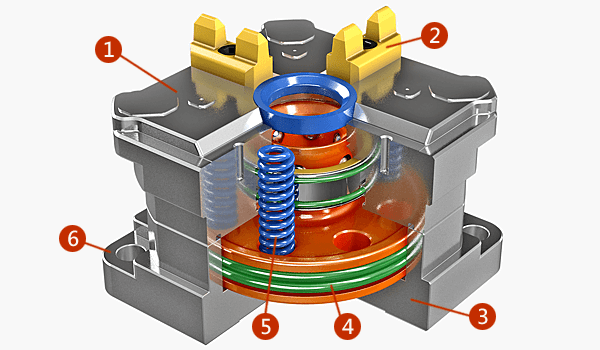
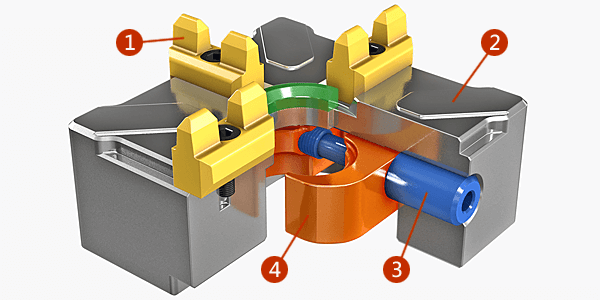
Pneumatic Chuck Diagram
- Surface : Stainless steel surface keeps its high accuracy, easy to maintain and has blowing function for clean.
- Positioning blocks : Positioning blocks are replacable and custom made is available for various of special workpieces machining.
- Connecting structure : Patented piston connecting structure allows bigger deviation.
- O-ring : High-quality seals, normal life expectancy is up to 5 years.
- Spring : High-quality imported spring. Life expectancy is more than 1.2 million times. 200 times / day = 16 years.
- Piston & Cylinder : All piston and cylinder are made of stainless steel. It won’t rust or stuck by moisture.
- All pneumatic chucks are with boost pressure function and can withstand the clamping force up to 280kgs.
- Link mechanism coated with special lubrication which won’t be deteriorated by moisture.
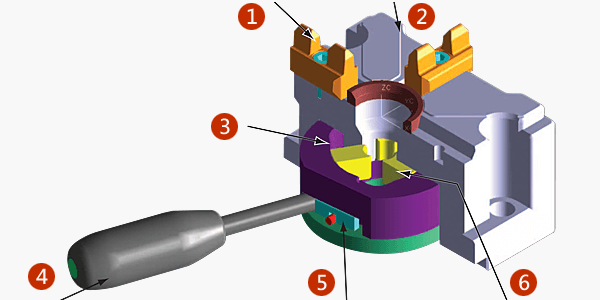
Quick Manual Chuck Diagram
- H-24 Positioning Blocks : Material SUS440, 56-58 HRC. After special coating, the surface can reach 70 HRC for better wear-resistant. When the side collision exceeds 600kgs, it will be damaged for self-protection. Standard parts and available for replacing easily. Fixing screws : M4x12.
- Main structure : Material SUS420, 52 HRC. Eliminating the structure stress by three times of tempering for keeping same accuracy.
- Locking plate : Material SUS420, 48-50 HRC. With special locking design for labor saving. The strong structure can withstand clamping power more than 5000kgs.
- Handle : Design with proper weight. It’ll be damaged for self-protection when the force exceeds 65 kgs. Please remove the Handle after lock tight for anti-vibration.
- Anti-loose and Anti-clockwise structure : After removing the Lever Tool, the lock plate will ensure the stability under heavy cutting or dramatic vibration.
- 3-jaws type Blocks : Material SUS420, 52 HRC. Large locking area which can withstand 4000 kgs clamping force and resist the vibration by heavy cutting efficiently. It won’t get damaged even the handle is broken.

Manual Chuck Diagram
-
H-24 Replaceable Positioning Block :
A breakthrough patent design, upgrading your chucks to be part of the asset instead of consumables. If it’s damaged, you can replace it in a short time without affecting the productivity. - When the surface for Z axis is damaged, you may repair by laser welding with the steel. (60 HRC, SUS440 best recommended). Or, you may send it back to us for a repair.
-
Locking screws : Material SNCM high tension screws, 36~38 HRC. The surface coated with tungsten with more mechanical flexibility.
Attention : The feature of tungsten coated surface can not work under sulfur environment. -
Clamping type mechanism : Patented clamping type design, simple and durable structure which can sustain
the clamping force more than 4000 kgs.
Four locking surfaces can bear dramatic vibration and won’t affect the drawbar. Material SUS420, 48~50 HRC.


Chuck in Milling Machine

Chuck in EDM Machine

Chuck in EDM Machine
CGM Installation instructions
- Loose the old adjustment head.
-
Setup M106 adjustment head and fasten tightly.
If it doesn't fit, please process the holes according to M106 graph. -
Set up the chuck and fasten tightly.
(The insulation pad should be in between of M106 and the chuck) - Use EDM negative line to make sure the chuck and machine wouldn't have short circuit.
- Use ST-164 and ST-165 to adjust X and Y axis's flatness and parallelism.



Pneumatic Chuck Troubleshooting
If a chuck breaks down, please shut it down and check if any of the following situation occurs :
| Abnormal | Reasons | Solutions |
|---|---|---|
| Vibrating during cutting | The pull plug is not fully fastened. | Take off the electrode base and fasten the pull plug. |
| Positioning screws are not fully fastened. | Lock up the positioning lock. | |
| Connecting structure is not fully fastened. | Check if locking with the right torgue. | |
| Iron scrap in the connecting structure. | Clean the iron scrap with air gun. If not working, dismantle the chuck, clean and oil it fhen reassemble. | |
| V-shape positioning surface is worn-out or out of shape. | Renew an alectrode base. | |
| Pull plug shrapnel dislocates. | Renew a rod seal and homing the shrapnel. | |
| Unable to take the electrode base off | Too much iron scrap in the connecting structure. | Clean the iron scrap v/ith air gun, If not working, dismantle the chuck, clean and oil it fhen reassemble. |
| 2µunable to relocate | Pull plug shrapnel dislocates. | Renew a rod seal and homing the shrapnel. |
| Rod bending. | Renew the rod. | |
| Too much iron scrap in the connecting structure. | Clean the iron scrap with air gun. If not working, dismantle the chuck, clean and oil it the reassemble. | |
| Fail cleaning in fastening positioning block and causes tilting. | Clean and lock fully. | |
| The rod isn't fastened fully. | Check if there is any iron scrap causing the rod not fully fastened. | |
| Connecting structure is not fully fastened. | Check if locking with the right torque. | |
| V-shape positioning surface is worn-out or out of shape. | Renew an electrode base. | |
| Iron scrap on V-shape positioning surface. | Clean V-shape positioning surface. | |
| Electrode deformed, 4 Z-axis's not positioned on the same surface. | Renew an electrode base. | |
| Connecting screw stuck or stripped | Connecting screws are broken. | Take off the chuck and replace the screws. |
| Unable to take the electrode base off | Compressed air lower to 6kg/cm² | Increase the pressure to 6kg/cm²。 |
| Air pipe breakage. |
Check the pipes. |
Note : Please try to solve the simple problems on your own.
With special situations or difficulties, please notify us or local distributors and we will help you as soon as possible.
Manual Chuck Troubleshooting
If a chuck breaks down, please shut it down and check if any of the following situation occurs :
| Abnormal | Reasons | Solutions |
|---|---|---|
| Vibrating during cutting | The pull plug is not fully fastened. | Take off the electrode base and fasten the pull plug. |
| Positioning screws are not fully fastened. | Lock up the positioning lock. | |
| Connecting structure is not fully fastened. | Check if locking with the right torgue. | |
| Iron scrap in the connecting structure. | Clean the iron scrap with air gun. If not working, dismantle the chuck, clean and oil it fhen reassemble. | |
| V-shape positioning surface is worn-out or out of shape. | Renew an alectrode base. | |
| Pull plug shrapnel dislocates. | Renew a rod seal and homing the shrapnel. | |
| Unable to take the electrode base off | Too much iron scrap in the connecting structure. | Clean the iron scrap v/ith air gun, If not working, dismantle the chuck, clean and oil it fhen reassemble. |
| 2µunable to relocate | Pull plug shrapnel dislocates. | Renew a rod seal and homing the shrapnel. |
| Rod bending. | Renew the rod. | |
| Too much iron scrap in the connecting structure. | Clean the iron scrap with air gun. If not working, dismantle the chuck, clean and oil it the reassemble. | |
| Fail cleaning in fastening positioning block and causes tilting. | Clean and lock fully. | |
| The rod isn't fastened fully. | Check if there is any iron scrap causing the rod not fully fastened. | |
| Connecting structure is not fully fastened. | Check if locking with the right torque. | |
| V-shape positioning surface is worn-out or out of shape. | Renew an electrode base. | |
| Iron scrap on V-shape positioning surface. | Clean V-shape positioning surface. | |
| Electrode deformed, 4 Z-axis's not positioned on the same surface. | Renew an electrode base. | |
| Connecting screw stuck or stripped | Connecting screws are broken. | Take off the chuck and replace the screws. |
Note : Please try to solve the simple problems on your own.
With special situations or difficulties, please notify us or local distributors and we will help you as soon as possible.







